别再错过任何细节!花费一分钟观看《宜昌》【本地】3087无缝钢管生产产品视频,让您的购买决策更加明智。
以下是:《宜昌》【本地】3087无缝钢管生产的图文介绍


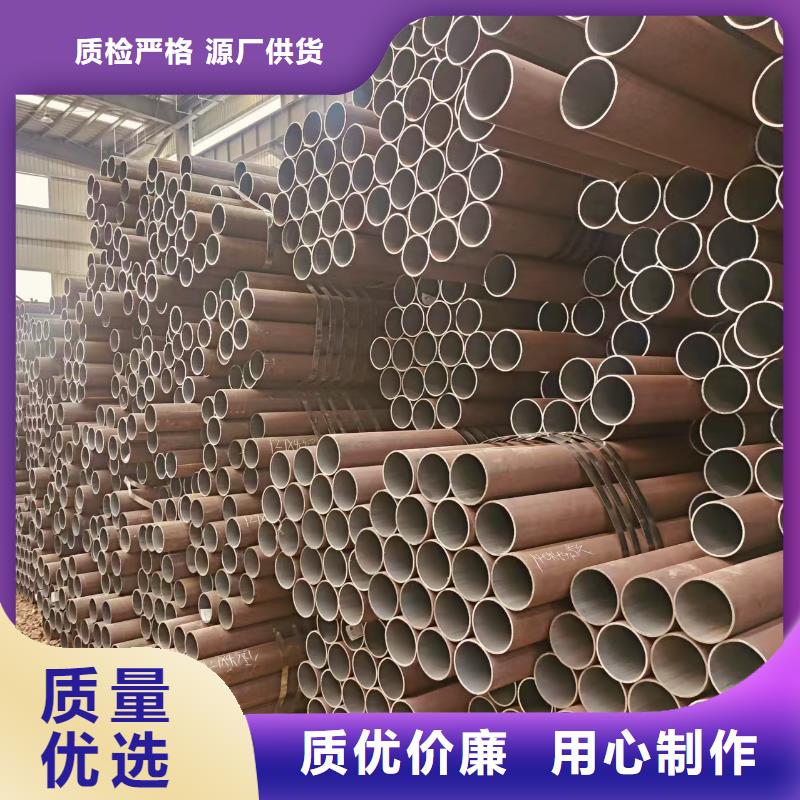
无缝管常见问题和解决方法在无缝管的生产和使用过程中,常常会遇到一些问题,如折迭、宜昌附近尺寸超差、宜昌本地划道、宜昌同城斗纹和拔凹等。这些问题会影响无缝管的质量和性能,因此需要采取相应的措施进行预防和解决。折迭折迭是指钢管内外表面呈现直线或螺旋方向的折迭,局部或通长地出现在钢管上。产生折迭的原因主要有管料表面有折迭或夹杂物、宜昌有严重擦伤和裂纹等。预防和消除折迭的方法主要是严格把好穿孔热轧质量关,确保管料表面质量良好。尺寸超差尺寸超差包括壁厚超差、宜昌本地壁厚不均、宜昌附近直径超差、宜昌附近椭圆偏心等。产生尺寸超差的原因主要有拔制模具选择不当、宜昌同城内外模设计制造不合理或磨损严重等。预防和解决尺寸超差的方法主要是正确设计和选配拔管模具、宜昌当地正确执行热处理制度等。划道划道是指钢管表面上呈现纵向直线的划痕,划道长短不一、宜昌本地宽窄不等。产生划道的原因主要有拔模表面不光滑、宜昌当地锤头过度部分有棱角等。预防和解决划道的方法主要是提高拔管模具的表面质量、宜昌同城钢管酸洗后冲洗干净等。斗纹斗纹是指钢管表面沿长度方向呈高低不平的环形波浪或波浪逐个相同排列,局部或通长地出现在钢管内外表面上。产生斗纹的原因主要有热处理后的性能不均、宜昌附近酸洗后冲洗不干净等。预防和解决斗纹的方法主要是按操作规程要求进行热处理、宜昌当地把好酸洗、宜昌本地磷化、宜昌当地皂化的质量关等。拔凹拔凹是指在钢管纵向上,管壁向内呈条状凹陷,其长短无规则。产生拔凹的原因主要有无芯棒拔制薄壁钢管时减径量过大、宜昌同城锤头端部有棱角等。预防和解决拔凹的方法主要是选择合适的拔制工艺、宜昌同城锤头端部应无棱角和皱折等。



聚旺物资有限公司长期致力于 宜昌高锌层镀锌管、的革新与开发,在生产实践当中积累了丰富的专业知识。吸收探索世界新发展动态优势,设计开发一系列高新智能 宜昌高锌层镀锌管、产品。踏实进取,开拓创新,充分利用高新技术,百折不挠地勇攀质量高峰,努力打造成为国际著名 宜昌高锌层镀锌管、产品,专业制造与诚信的服务,期待与全世界友人及同行进行广泛的合作与交流。


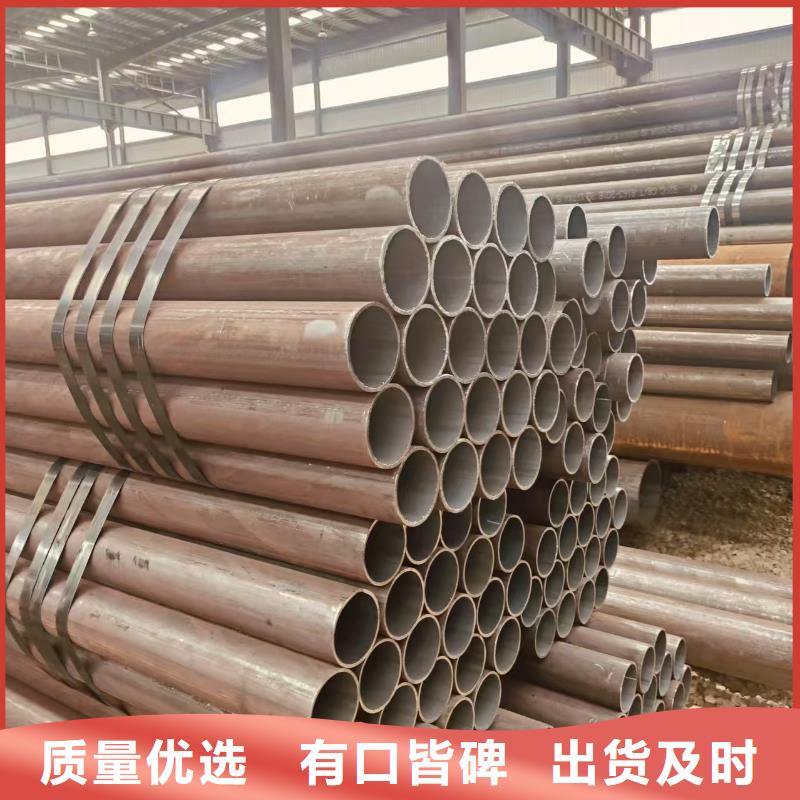
无缝管生产法是用穿孔等方法生产无缝钢管或其他金属管和合金管的工艺过程。该过程一般包括加热、宜昌本地穿孔、宜昌轧管、宜昌均整、宜昌定径、宜昌减径和精整等工序。穿孔是其主要工序,常用的穿孔机是二辊斜轧穿孔机。它由两个相对于轧制线倾斜布置的主动鼓形轧辊、宜昌本地两个固定不动的导板和一个位于中间的、宜昌附近轴向固定的随动顶头,构成一个环形封闭孔形。加热后的管坯在两个同向旋转的轧辊作用下,一面旋转,一面前进,逐步进入变形区。在变形区内,由于轧辊的作用具有载荷集中的性质,在管坯的中心产生复杂的拉压组合的应力状态,切应力使金属产生滑移和微裂纹,拉应力使微裂纹扩展为裂缝,裂缝进一步扩展并相互连通形成孔腔。孔腔遇到顶头被冲扩、宜昌同城定型,因而沿管坯的轴向形成一个通孔,此即无缝钢管的雏形——毛管。毛管送入具有圆形孔型的轧机,在轧辊和顶头的作用下,毛管壁厚变薄,外径减小,壁厚趋于均匀。再经进一步的均整、宜昌本地定位、宜昌减径,就得到无缝钢管。热轧的无缝管再经冷轧可以提高尺寸精度和机械性能;经旋压可获得薄壁管和极薄壁管;经冷拔可以得到细管、宜昌本地毛细管和各种异型断面的钢管。



无缝管的生产方法主要包括热轧、宜昌冷轧、宜昌本地冷拔和挤压等几种。热轧无缝管热轧无缝钢管一般在自动轧管机组上生产。首先,实心管坯经过检查并清除表面缺陷后,截成所需长度,并在穿孔端端面上定心。然后,管坯被送往加热炉加热,在穿孔机上穿孔。在穿孔过程中,管坯不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称为毛管。毛管再送至自动轧管机上继续轧制,经均整机均整壁厚,经定径机定径,达到规格要求。热轧无缝钢管的交货状态一般是热轧状态或热处理后交货。冷轧无缝钢管冷轧无缝钢管通常在二辊式轧机上进行。钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷轧无缝钢管的生产流程比热轧要复杂,需要经过多道工序,包括管坯准备、宜昌附近酸洗润滑、宜昌当地冷轧、宜昌热处理、宜昌同城矫直、宜昌本地精整和检验等。冷轧无缝钢管的尺寸精度较高,表面质量也较好。冷拔无缝钢管冷拔无缝钢管通常在单链式或双链式冷拔机上进行。冷拔过程中,钢管通过模具逐步减小直径和壁厚,以达到所需的尺寸和精度。冷拔无缝管的尺寸精度和表面质量都很高,适用于制造精密机械零件和液压设备等。挤压无缝管挤压无缝钢管是将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。这种方法可以生产直径较小的钢管,且尺寸精度较高。


 扫一扫
扫一扫